

Denim veya Blue jean olarak isimlendirilen kumaşlar, genel tanımlamayla pamuk, polyester, naylon, viskon, lycra gibi ipliklerden üretilen, çeşitli birim ağırlıklarda olabilen genellikle çözgü ipliği mavi indigo boyalı, atkısı boyanmamış (ham), çeşitli örgülerde dokunmuş kumaşlardır.
Denim ismi güney Fransa Rhone vadisinden gelen “Tissu de Nimes”, Blue jeans ismi ise İtalyan Rivierasından gelen “Blue de Genes” deyimlerinden gelmektedir.
Blue Jean’ in Tarihi:
İlk olarak 19. yüzyılda Levi Strauss tarafından ağır iş elbisesi olarak dikilen Blue Jean’ lerin dünya çapında ilerleyişi 1950’ lerde beyazperdeden Marlon Brando ve James Dean ile başladı. O zamandan bu yana stilist, iplikçi, dokumacı ve terbiyecilerin meydana getirdiği eşi bulunmaz çeşitlilikteki bir moda içinde gelişti.
1873 Levi Strauss Californiyalı madenciler için koyu kahverengi “Canvas” tan ilk Jean’i yaptı.
1890’ lar Levi Strauss ilk Jean’ leri “501 indigo” adı altında üretti.
1904 Kuzey Carolina, Greensboro’ da Blue Bell Co. Şirketinin kuruluşu.
1950’ler pazarda ilk fermuarlı jean’lerin görünüşü.
1954 Marlon Brando ve James Dean, Blue Jean kumaş için yeni bir imaj oluşturacak şekilde jean ile göründüler.
1960 Blue Jean zafere doğru ilerleyişine başladı.
1962 Burlington, ABD Sulzer Ruti mekikcikli dokuma makinelerinde ağır Blue Jean (14,75 onz/yd2) üretimini gerçekleştirdi.
1974 yıkanmış Jean’ler pazarlarda göründüler.
1978 Endüstri, Blue Jean’ler için taş yıkama prosesini geliştirdi.
1986 Diğer yıkama prosesleri gelişti (Kimyasal Yıkama).
Denim Kumaş Üretimi İşlem akış Şeması
PAMUK
Harman Hallaç Harman Hallaç
Tarak Tarak
Cer I -II Cer I -II
Fitil Open End Makinesi
Ring İplik Makinesi
Bobin Makinesi
İPLİK
Halat sarma Çözgü Hazırlama
Halat Boyama (Rope Dye) Çözgü Boyama+Haşıl (Slasher)
Halat Açma
Haşıl
DOKUMA
TERBİYE (FINISHING)
KALİTE KONTROL VE PAKETLEME
RİNG İPLİK İŞLETMESİ
Pamuk Ambarı: İşletmede Diyarbakır Rollergin ve Urfa Rollergin tipi pamuklar kullanılmaktadır. Ambara alınan tüm balyalar test yapılmaktadır. Testlerde pamuğun şu özellikleri kontrol edilmektedir. Length:elyaf boyu, Microner:elyaf inceliği, Strength:elyaf mukavemeti, Um:Uniformity(Uzun elyaf %) SFI:kısa elyaf indeksi, % Area:çepel miktarı,
Rd tongue.gifarlaklık ve olgunluğu ifade eder, btongue.gifamuğun sarılığını, pamuktaki şeker oranı
Tüm balyalar test edilerek, elde edilen yukarıdaki parametrelere göre harman reçetesi oluşturulur. Reçeteye göre balya açma operatörleri balyaların çemberlerini açarak Blendomat altına yerleştirirler.
Blendomat (Trützschler BDT19): Balyalardan eşit miktarda pamuğu alıcı silindirleri vasıtasıyla küçük tutamlar halinde alarak, borulardaki hava yardımıyla pamuğu sonraki makinelere gönderir. Blendomat çıkışında bulunan mıknatıs, elektrikli mıknatıs ve EMA(elektronik metal ayırıcı), pamuk içindeki metallerin ilerdeki makinelere zarar vermesini ve yangın çakmasını engeller.
BOA (Trützschler): İğneli hasırı sayesinde karıştırma ve açma yapar. Makinenin arka kısmında bulunan bant sayesinde faydalı teleflerin beslenmesini sağlar.
AFC Axi Flo (Trützschler): Kaba bir açma ve temizleme yapar. 2 adet silindir üzerinde dövücü miller mevcuttur. Kısa elyaf ve çepel ızgaralardan aşağı dökülür.
Mikser (Trützschler MPM 10): Pamuğun homojen bir şekilde karışımını sağlar. 10 adet bölmeden oluşur.
CVT 4 : İnce bir açma ve temizleme yapar. Makine üzerinde 4 adet açıcı silindir vardır. Silindirlerin üstünde garnitür telleri vardır.
Loptex : Yabancı elyaf ayırıcı. Hem optik hem de sonic sistemi sayesinde renkli elyafı ve hatta pamuk ile aynı renkte olan yabancı elyafı yoğunluk farkından dolayı ayırabilme özelliği mevcuttur. Yabancı elyaf problemi olabilecek tipler bu hatta çalışılır.
Dustex (Trützschler): Pamuk üzerindeki tozları ve iplik olamayacak kadar kısa olan çok kısa elyafı ayırır.
Tarak (Trützschler DK803 tipi): Pamuğun içindeki çepeli temizler, lifleri tek tek açarak paralel hale getirir, elyaf içerisinde bulunan nepsleri giderir, elyafın karışımını sağlar, düzgün bir şerit üreterek kovalara doldurur. Tarak, pamuk iplikçiliğindeki en önemli makinedir.
Cer 1. Pasaj (Rieter): Elyaf üzerindeki ve uçlarındaki kıvrımları çekim sayesinde açarak lifleri paralel hale getirir, 8 adet şerit birleşir (8 dublaj) çekimle tek şerit elde edilir. Homojen bir karışım sağlar. Regüle sistemi yoktur.
Cer 2. Pasaj (Rieter): Görevi 1. pasaj ile aynıdır. Regüle sistemi sayesinde şerit üzerinde bulunan uzun hataları (şerit numarasındaki incelik, kalınlık) düzeltir.
Fitil Makinesi : Şeriti, iplik makinesinde çalışılabilecek şekilde inceltip (çekim), büküm vermek sureti ile fitil yumağına sarar. Otomatik taşıma sistemi sayesinde fitil yumakları ring makinelerine taşınmaktadır. Ring makinesinde biten fitil makaraları yine bu sistem sayesinde temizlenerek fitil makinelerine geri gelmektedir.
Ring Makineleri:
Fitile çekim ve büküm vererek istenilen numarada (Ne) iplik üretimini gerçekleştirir. Üretilen iplik ortalama 150 gr’lık kopslara sarılmaktadır.
Ort 8500d/dk iğ devri.
İşletmede üretilen iplikler:
1- Ring karde düz iplik
2- Ring karde şantuklu iplik (şantuklu iplik)
3- Lycra’lı iplik (Corespun iplik)
4- Soft slub
Bobin Makineleri : Ring makinelerinden gelen kopsları birleştirerek, belirli bir tansiyon ile yaklaşık 3-3,5 kg’lık bobinlere konik sarım işlemini gerçekleştirir. Bu işlem esnasında iplik üzerindeki hataları keserek (verilen kesme ayarlarına göre), splice (havalı düğüm) yapmak sureti ile birleştirir.
Fikse Makinesi: Belirli bir sıcaklıkta, sürede ve basınçta ipliğe buhar verme işlemidir. Özellikle lycralı ipliklerde lycradan ve bükümden kaynaklanan canlılık fikse ile giderilir. Şantuklu ve diğer düz ipliklerde iplik bükümünden kaynaklanan kıvrımlılığı (canlılık) gidermeye yarar. Dokumada ipliklerin daha rahat ve daha az kopuşla çalışmasını sağlar. Lycralı iplikler ve atkılıkların tamamı fikse yapılır. Çözgülük iplikler ise nem odalarında kondisyonlanır.
Fizik laboratuarı: Yapılan testler; Tüm vaterler (ring makineleri) günlük Ne+uster+büküm, haftalık mukavemet ve hairiness testleri yapılır.
Tarak, cer, fitil günlük Ne+Uster testleri, ayrıca şantuklu ipliklerin karatahta görüntüleri kontrol edilir.
Open End İplik İşletmesi
Blendomat, Harman-Hallaç, tarak makineleri, .. adet 1. pasaj Cer, .. adet 2. Pasaj Cer makinesi, .. adet şantuklu (Amsler) Rieter Open end makinesi (Usterli),
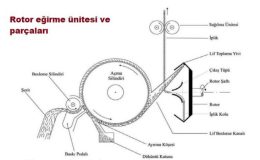
İşletmede … rotor ve … navel kullanılmaktadır. Open end makinesinde şeritten iplik üretilmektedir. Şerit besleme silindiri ile açıcı silindire gelir, açıcı silindirde açıldıktan sonra hava akımı ile lifler rotorun içerisine gönderilir. Yüksek devirde dönen rotor içinde merkezkaç kuvvetinden dolayı lifler rotorun kenarına yerleşir. Rotorun dönüşünden dolayı lifler büküm alarak iplik oluşumu gerçekleşir ve bobine sarılır. Open End makinesinde iplik koptuğunda ya da bir hatadan dolayı Uster kestiğinde bağlama işlemini bağlayıcı robot gerçekleştirir. İplik hatalarını Uster temizleyici sistemi temizler.
İNDİGO DAİRESİ
Halat Sarma:
Bu bölümde boyamadan önce indigo boya makinesinin cağlığına yerleştirilecek olan topsların (logların) hazırlanması işlemi yapılır.
Çözgüde kullanılacak olan bobinler halat sarma makinesinin cağlığına takılarak halat haline getirilir. Her halat ortalama 400 tel civarında çözgü ipliğinden oluşur. Çözgüdeki toplam tel sayısı 12’ ye bölünür ve fazladan tel sayısı eklenerek her halattaki tel sayısı tespit edilir. Bu iplikler cağlıktan sağılarak tarağın her gözünden bir tel geçirilerek halat levendine (tops) sarılır. Halat boyamada çalışılan tüm tipler 12 halattan oluşmaktadır. Halat içindeki iplik gerilimlerinin eşit ya da birbirine çok yakın olması gerekmektedir. Cağlık üzerinde ipliklere tansiyon veren elektronik tansiyonerler sayesinde cağlığın ön kısmındaki ipliklere yüksek tansiyon, orta kısımdaki ipliklere daha az tansiyon, son kısımdaki ipliklere biraz daha az tansiyon vermek suretiyle tüm ipliklere eşit tansiyon verilmeye çalışılır. Halat içerisindeki iplik tansiyonları farklı olursa halat boyamada iplik kopuşları, dokumada gevşek ya da gergin çözgü hataları meydana gelir. Çözgü iplikleri daima hareket halindedir. Bu yüzden ipliklerin birbirine dolaşmaması için tarak önünde bir aparat ile 10. mt’de, 40. mt’de, 140.mt’de, 650. mt’de ve 1500. mt’de polyester çapraz ipiği atılır. Halat sarma randımanı direkt olarak iplik kopuşlarına bağlıdır. Ortalama kopuş 1.000.000 mt de değerlendirilir. En çok kopuş nedeni splice açılmasıdır. Halat sarma hızı 400mt/dk olup
Halat Boyama:
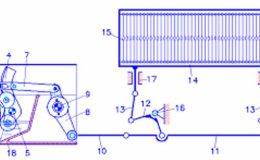
Doğal indigo, yaklaşık 5000 sene önce Hindistan’da kullanılmıştır. İndigofera denilen bitkiden elde edilmekteydi. İndigonun sentetik yollarla sentezi 1850 yılında Adolf Von Bayer tarafından gerçekleştirilmiştir. Günümüzde sentetik indigo kullanılmaktadır. İndigo küp boyarmaddedir. Selüloz elyafına karşı afinitesi yoktur. O nedenle alkali bir ortamda indirgenerek eritilebilir ve pamuk üzerine fiziksel bağlarla bağlanabilir. Toz haldeki İndigo boyanın boyarmadde olabilmesi için suda çözünmesi gerekmektedir. İndigo, Kostik (NaOH=Sodyum Hidroksit – alkali ortam) ve Hidrosülfit (indirgen made) ile suda çözünür. Erimiş hale gelen boyaya Leuco denir. İndigo boyarmadde elyafın içine nüfuz etmez sadece iplik etrafında yüzük boyama denilen bir katman oluşturur. Bu nedenle Penedrasyonu artırmak için çok açık tonlar dışında en az iki üç pasajda boyama yapılır. Her bir pasaj aşaması materyalin, geçerken boyayı alabileceği Dalma kısmı, takiben Sıkma işlemi, ve sonrasında boyanın Oksidasyonunu sağlamak için hava pasajından meydana gelir (Şekil 1). İlk banyodan sonraki banyolarda sadece küçük miktarda taze indigo boya maddesi eskisiyle yer değiştirir. Tekne sayısı ve teknelerdeki indigo konsantrasyonu artırılarak daha koyu renkler elde edilir. Oksidasyon süresi 1dk’dır. 1 dk’nın altına inilirse boya yükseltgenemez, eğer oksidasyon süresi uzun tutulursa renk çok koyu olur.
Son hava pasajından sonra boya ve kimyasal kalıntıları yıkama teknelerinde yıkanır. Son teknede Sitrik asit ile nötralizasyon yapılır ve akabinde kurutma yapılır.
İşletmede kullanılan halat boyama, çözgü boyama (Slasher) dışında Loop Dye denilen bir denim boyama sistemi de mevcuttur.
İşletmede hem toz indigo hem de sıvı indigo kullanılmaktadır. İlerde tamamen sıvı indigo kullanılması hedeflenmektedir.
Halat Boya Makinesi
1) Cağlık Kısmı:
24 adet sehpadan oluşmaktadır, aynı anda iki parti boyama sistemine sahiptir.
2) Islatma ve Merserizasyon Teknesi: Islatma ve merserizasyon işlemi indigo boyamada ilk teknede yapılmaktadır. Islatma maddesi, pamuk ipliği tarafından taşınan havanın yerine flottenin girmesini sağlar. Kostik, yağ ve vaksları iplikten uzaklaştırır. Böylece boyanın daha iyi nüfuz etmesi sağlanır. Tekne kapasitesi yaklaşık 1500 lt’dir. 4 adet dalma silindiri mevcut olup dalma uzunluğu 5 mt’ dir. Tekne çıkışındaki sıkma silindirleri pnömatik basınç kontrollüdür. Sonrasında 4 adet yıkama teknesi yıkama işlemini gerçekleştirerek boyama kısmına hazırlanır.
3) Boya tekneleri: 2600 litre kapasiteli 8 adet boyama teknesi mevcut olup, dalma uzunluğu 8 mt ve 5 adet dalma silindiri mevcuttur. İki adet sirkülasyon hattı ile besleme (boya) hattına bağlıdır. Dalma sonrasında bir adet sıkma silindiri çifti halatlar üzerindeki boyanın fazlasını sıkarak alır. Her boyama teknesi üstünde bir adet havalandırma pasajı mevcuttur. Her hava pasajı 7 adet silindirden oluşup indirgenmiş olan boyarmaddenin Oksidasyonunu sağlar.
4) Yıkama Tekneleri: 4 adet olup rolikli hacmi 2340 litre olan yıkama teknelerinde fiske olmamış boyarmaddeler ve kimyasal maddeler halatlardan temizlenir. Her yıkama teknesinde bir çift sıkma silindiri mevcuttur.
5) Nötralizasyon Teknesi: 1 adet 2340 litredir. İplik üzerindeki PH 12 civarıdır ve cilde zarar verecek düzeydedir. Son teknede Sitrik asit ile PH 7’ye düşürülür.
6) Kurutma Barabanları: Toplam 36 adet kurutma barabanı (sıcak buharla ısıtma) sayesinde halatlar kurutularak, halat rutubeti % 6 civarına çekilir. Bu rutubet sayesinde halat açmada iplikler birbirine yapışmadan açılır. Sıcak buhar ile kontrollü kurutma sağlanır.
7) Coiler (Kovalara Sarım): 24 adet kovaya halatların düzenli sağılımı gerçekleştirilir. Üst kısmında 7 adet halattan sürekli renk ölçümü yapan Hunter Lab cihazı (Spektrofotometre) mevcuttur.
Halat boyamada aşağıdaki boyamalar yapılmaktadır.
1) Standart Blue: Tekne sayısı az ve elde edilen renkler açık mavidir.
2) Deep Blue: Ön işlem + Yıkama + 8 tekne boyama . Deep blue boyamada, boya konsantrasyonuna bağlı olarak açık, normal ve koyu mavi renkler elde edilebilir.
3) Sülfür Boyama (% 100 Kükürt): Ön işlem + yıkama + kükürt boyama (50-75C) + Steamer (100c açık buharlama ile boyanın fiskesi) + 4 tekne yıkama
Bu boyama tipinde Terbiye dairesinde Flat yapılmaz.
4) Sülfür Bottom: Ön işlem yok + 1 tekne Sülfür boyama + Steamer + 2 tekne yıkama + 6 tekne indigo boyama + yıkama + nötralizasyon + kurutma
Sülfürün konsantrasyonu değiştirilerek gri nüansı artırılıp azaltılabilir. Eğer ön işlemde merserize yapılırsa kumaş Flat görünüm alır.
5) Sülfür Topping: Ön işlem + yıkama + 5 tekne indigo + yıkama + Sülfür Boyama + yıkama + nötralizasyon + kurutma
6) Carbon Boyama: boyama + kurutma + kimyasal + yıkama + nötralizasyon + kurutma
Halat Açma:
Çözgü iplikleri haşıla halat halinde değilde tek tek girer. Bu yüzden haşıla hazırlık olarak halat açma işlemi yapılır. Hazırlanan halatlar çözgü levendine açılmak üzere halat açma bölümüne gelir. Halat uçları çapraz adı verilen bir sistemle makine önündeki taraklara birebir şekilde yerleştirilir. Kovalardaki halatlar makineye belirli bir uzaklıkta bulunan silindirlerden geçirilir. Bu işlemin amacı, boyama işleminde çok fazla silindirden geçmiş ve doğal olarak birbirine karışmış olan ipliklerin paralelliğini sağlamaktır. Halat açma bölümünde kopuk ve eksik uçlar tamamlanır. Haşıl makinesine kopuksuz ve düzgün bir çözgü levendi hazırlanır. Bu bölümdeki randıman, boyamada problemsiz parti çekilmesine, minimum iplik kopuşuna, rutubete ve çalışan elemanın becerisine göre değişiklik gösterir. 15 adet Halat açma makinesi mevcut olup, 350-400 mt/dk hızla çalışmaktadır. İşletme sıcaklığı genelde 25 C, %Rh:60-65.
Haşıl: Boyanmış olarak gelen 12 adet ara çözgü leventlerini (halat açma bölümünden), bir tek çözgü levendinde birleştirerek dokuma makinesinin çözgü levendine transfer etmek ve bu esnada iplikleri haşıl maddesi (nişasta …vs) ile kaplama işlemine haşıllama denir. Haşıl ipliğin yüzeyini film gibi kaplayarak ipliğe mukavemet kazandırır. Dokumada kopuşları azaltarak, verimlilik ve kaliteyi artırır. Her tip değişiminde duruştan dolayı ortalama 500 mt iplik telef olmaktadır.
Çözgü Boyama (Slasher):
Bu boyama tekniği çözgü ipliklerinin cağlıktan ham çözgü leventlerine sarıldıktan sonra boyama ve haşıllama işleminin Slasher makinesinde yapılmasıdır. 12 adet cağlık kapasitesi olup her defasında bir parti boyanabilir. Makine hızı 25 mt/dk’dır. Her Parti değişiminde % 3’lük bir telef söz konusudur.
DOKUMA
Dokumada en büyük hatalar duruş izi, çift çözgü, uçuntu. Dokuma tezgahlarının randımanlarını, kopuşlarının izlenebildiği Loomdata sistemi mevcuttur. Kopuşu yüksek randımanı düşük makineleri Loomdatada otomatik olarak mail atan bir sistem mevcuttur.
Sulzer tezgahlar
Dornier tezgahlar
Tahar: Çözgü ipliklerinin lamel, gücü ve tarak dişlerinden, desen raporuna göre sıra ile geçirilme işlemidir. Ortalama bir partinin taharlama süresi 3,5-4 saattir.
Düğümleme: Dokuma makinesinde, bir tip bitiminde makineye aynı tip girilecekse düğüm yapılır. Çözgü iplikleri makine üzerindeki çözgülere düğüm makinesi ile düğümlenir. Bu işlem yaklaşık 70 dk sürer.
Takım değişimi: Dokuma tezgahında biten tip ile yeni girilecek tip farklı ise makine üzerindeki biten takım çıkarılıp yeni takım girilir. Bu işlem ortalama 4 saat sürer.
Dokuma atkı ve çözgü kopuşları 100.000 mt deki kopuş adti olarak değerlendirilir.
DENİM FİNİSH VE SANFOR İŞLEMİ
Terbiye Makinesi
Germe Makinesi (Ramöz):
Kumaş girişi düzgün bir şekilde yapıldıktan sonra makine duruşlarında komple duruşu önlemek için J-box kısmında stoklama yapılır. Kenarların düzgün geçmesini sağlamak için kenar kılavuzlarından geçirilir. Kumaş yüzeyindeki hav, uçuntu ve bitlerin temizlenmesi için fırçalama ve yakma işlemleri uygulanır. Kumaşa uygun tutumu ve istenilen özellikleri kazandırmak amacıyla fularda apre verilir. Islak haldeyken gergi silindirleri vasıtasıyla en ayarı yapılır. Atkı eğimi (burulma) ve bow, Mahlo kısmında verilir. Bu işlem yıkama sonrasında kumaşın veya pantolonda paçanın dönmesini engeller, dikişlerde marullanmayı önler. Nötralizasyon teknesinde (asetik asit ile) kumaş PH’ı 4-7 aralığına çekilir. Kumaş kurutma silindirlerinden geçirilerek verilen en ve atkı eğimi kısmen sabitlenir.
Sanfor: Bu ünite esas olarak 67 mm kalınlığında olan kauçuk banttan ve yaklaşık 600 mm çapında olup ısıtılabilen, düzgün yüzeyli bir çektirme silindirinden oluşmaktadır. Terbiye işlemlerinin en önemlilerinden biri olan boydan çektirmenin esası; kumaşı taşıyan kauçuk bandın, bastırma silindiri üzerinde gerilerek yüzeyin genişlemesi ve bu genişlemiş yüzeye bastırılan kumaşın, lastik bandın bastırma silindirinden kurtulduğu andaki yüzeyinin daralması sonucu çektirme olayı gerçekleşmektedir. Bu şekilde boydan çektirilen kumaş, lastik bant ve sıcak silindir arasından geçerken nispeten yeni durumu ile fiske olmaktadır. Sıcak çektirme silindiriyle temas eden kauçuğun ısınması su verilerek önlenir. Kauçuk blanketi nemli olarak terk eden kumaş, keçe-kalender bölümünde kurur. Bu bölümde kumaş parlaklık ve kayganlık kazanır. Kumaşın nemini kendi üzerine alan keçe, ayrı bir kurutma silindiri tarafından kurutulur. Kumaş buradan çıkışta doklara sarılır.
F61 FLAT Apresi:
F85 TERMOFIXE (Lycralı Tiplere):
Overdye Boyama:
Yukarda açıklanan proseslerin dışında Süperfiniş, Tint, Lycra Prewash, Kaplama (coated), Buruşmazlık işlemleri de yapılmaktadır.
Laboratuar
Laboratuarda yapılan testler aşağıda yer almaktadır. Tüm testler için kumaş en az 4 saat laboratuar ortamında kondisyonlanır.
Dokumadan gelen Ham kumaşlara uygulanan testler
Örgü
İplik numaraları (atkı, çözgü)
Sıklıklar (atkı, çözgü)
Kumaş eni
Gramaj
Çözgü ve atkı çekmeleri
Telefsiz iplik ağırlıkları
Denim Finish sonrası gelen kumaşlara uygulanan testler
Örgü
İplik numaraları (atkı, çözgü)
Sıklıklar (atkı, çözgü)
İçten içe kumaş eni
Gramaj
Sürtünme haslığı (crocking-kuru, yaş)
Sertlik (stiffness)
PH
Elongation %
Renk değişimi
Kirletme
Üç yıkama yapılmış kumaşa uygulanan testler
Kumaş eni
Gramaj
Elasticity %
Kopma mukavemeti (çözgü, atkı)
Yırtılma mukavemeti (çözgü, atkı)
Burulma
Çekme değerleri (çözgü, atkı)
Kalite Kontrol ve Paketleme
Terbiye dairesinden çıkan rolikler Kalite Kontrol bölümüne gelir. Burada 4 puan sistemi ile kumaş hataları bilgisayara girilerek değerlendirme yapılır. Bilgisayar programının çıkarttığı kesim programı sayesinde rolik toplar halinde kesilir. Kesilen her toptan renk lotunu belirlemek üzere 35 cm’lik kısım alınarak blanket, 60 C’de taş yıkama yapılarak gözle renk değerlendirmesi yapılır. Kesilen toplar paketlenerek, etiketleri yapıştırılır. Etiket üstünde metraj, hata puanı, renk lotu gibi bilgiler yer almaktadır.
75
63 64 65 66 67 Açık *55 no’lu renk lotu baz alınan numune rengidir(Master)